
DTG vs Screen Print are two cornerstone methods shaping how brands decorate apparel in today’s POD landscape. When you compare direct-to-garment printing, screen printing for apparel, and sublimation printing, you weigh image fidelity, durability, and cost within your POD printing techniques. This guide highlights the DTG vs sublimation comparison and how each technique handles color, detail, and fabric type. By understanding the strengths and tradeoffs of these methods, you can optimize product quality, delivery timelines, and overall value. Whether you’re launching a new line or expanding a catalog, the right choice balances look, hand feel, and scale.
For those exploring garment decoration options, digital textile printing and traditional screen-based methods offer distinct pathways. Think of it as inkjet-on-fabric versus screen-applied ink, each delivering different texture, color reproduction, and production economics. Other terms you might encounter include all-over print workflows, direct-to-garment alternative techniques, and polyester-friendly dye sublimation approaches. Using these LSI-aligned terms helps readers connect with related searches and understand how DTG, screen printing, and sublimation fit your brand’s POD strategy.
DTG vs Screen Print: A Practical Comparison for POD Commerce
Choosing between DTG and screen printing for your POD line requires moving beyond generic claims to practical factors that affect look, feel, and value. This DTG vs Screen Print comparison helps brands map design requirements to production realities, focusing on image fidelity, color depth, and unit economics across common order sizes. When evaluating POD printing techniques, the decision often hinges on the design complexity, fabric, and expected volume rather than which method is universally best.
DTG vs sublimation comparison reveals that DTG excels with detailed multi-color artwork on cotton-rich fabrics and offers a soft hand, while screen printing delivers bold color blocks and rugged durability at scale. Sublimation introduces a third path, particularly on polyester substrates, delivering edge-to-edge color that few other methods can match. The right choice balances design intent, fabric compatibility, and production efficiency.
Sublimation Printing: When Edge-to-Edge Color Makes a Difference
Sublimation printing uses heat to transfer dye from a coated transfer into polyester fibers, producing vibrant, edge-to-edge color that feels part of the fabric. This method is especially powerful for all-over prints on 100 percent polyester or high-poly blends, making it a favorite within POD printing techniques for performance wear and lifestyle lines.
Limitations to consider include fabric compatibility (cotton and many natural fibers do not take sublimation well) and design constraints on dark fabrics. White areas can be challenging on non-poly substrates, and substrates must be properly prepared and coated where required. If your catalog leans toward all-over, bright graphics on poly, sublimation printing is often the most efficient path.
Direct-To-Garment Printing Deep Dive: How It Works and Ideal Uses
Direct-To-Garment Printing uses water-based inks deposited by precision print heads directly onto fabric, producing detailed artwork with smooth gradients. The result is a soft hand feel where inks sit on or near the surface rather than saturating the fabric, which helps maintain the original texture of cotton fabrics and blends.
Best uses include art-heavy designs, limited edition drops, and small-to-mid run orders where setup costs are minimal. Pretreatment quality and printer calibration are critical for color accuracy on dark fabrics, and DTG performance continues to improve on poly blends with optimized pretreatment and cure settings.
Screen Printing for Apparel: Durable Color and Scale
Screen printing for apparel relies on pushing ink through mesh screens to create bold, long-lasting designs. Each color requires its own screen, so designs with multiple colors become a stepped process, but this approach yields strong color vibrancy and consistent results across a wide range of fabrics.
Screen printing shines on large volume runs and on garments where durability and color fidelity over time are paramount. Although setup time and per-color costs can be higher for small batches, the cost per unit drops dramatically with scale, making it a staple in many POD programs that prioritize margins and durability.
POD Printing Techniques: Balancing Cost, Turnaround, and Quality
Within POD printing techniques, brands often balance three core levers: cost per unit, turnaround speed, and final print quality. Understanding how DTG, screen printing, and sublimation compare helps teams select methods aligned with product goals and fabric choices while keeping customer expectations in mind.
An effective approach combines testing across designs and fabrics, collecting feedback from customers, and adjusting production workflows. When you optimize for speed, accuracy, and scalability, you maximize profitability while preserving the look and feel that customers associate with your brand’s POD offerings.
Choosing the Right Technique for Your POD Line: A Practical Framework
To decide the best method for each design, start with key questions about fabric type, color count, order quantity, and the desired look and feel. If you mostly work with cotton or cotton blends, DTG printing and screen printing are both viable options depending on your design; for all-over color on polyester, sublimation is often the most efficient choice. This decision framework also considers the broader context of POD printing techniques and how each method aligns with your product strategy.
Test designs on actual garments, compare results, and factor in uptime, maintenance, and supplier capabilities. A mixed approach—combining DTG, screen printing, and sublimation as appropriate—often provides the best balance of aesthetics, durability, and cost across a diverse product catalog.
Frequently Asked Questions
What is the key difference between DTG vs Screen Print for apparel?
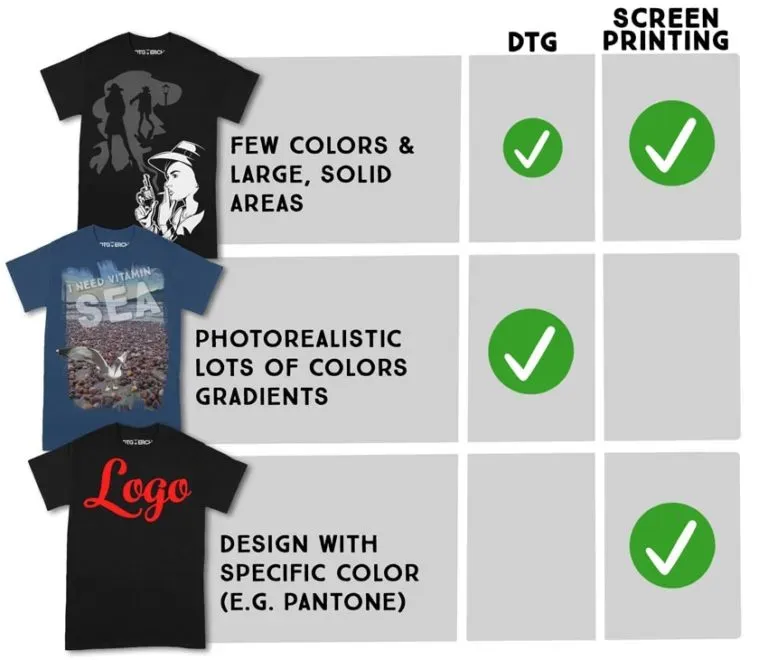
DTG (direct-to-garment printing) applies inkjet-like inks directly to fabric, delivering many colors, smooth gradients, and a soft hand on cotton blends, with low setup costs for small runs. Screen printing for apparel pushes ink through screens for each color, offering bold color, high durability, and strong economics at scale but higher upfront setup. In POD decisions, consider design complexity, color count, fabric, and run size to choose the method that balances look, feel, and cost.
When should I choose sublimation printing over DTG or traditional screen printing in POD?
Sublimation printing is ideal for all-over, edge-to-edge color on polyester or coated substrates, producing vivid, durable designs with a soft hand. DTG shines on cotton blends with complex colors and subtle gradients, while screen printing excels in bold color and durability at scale across a wide fabric range. Use sublimation when the design requires full-coverage color on polyester performance fabrics.
How do fabric type and color requirements influence the DTG vs Screen Print choice?
DTG works best on cotton and cotton blends, delivering high color fidelity for detailed artwork, while screen printing is highly versatile across fabrics and offers strong durability on many garments. Dark fabrics often need pretreatment for DTG opacity, and screen printing can be more economical for simpler designs on a variety of fabrics. Sublimation is limited to polyester or coated substrates.
What are the practical cost implications of DTG vs Screen Printing for small-batch POD orders?
DTG generally has lower setup costs and is economical for small runs or single-item orders, while screen printing requires more upfront setup (screens) but becomes cheaper per unit as volumes rise. For small batches with multi-color artwork, DTG can be the better option; for predictable large runs or fewer colors, screen printing tends to reduce cost per unit.
How do color fidelity and detail compare between DTG and Screen Print (and where does sublimation fit in)?
DTG offers rich color depth and smooth gradients for detailed artwork, especially on cotton blends. Screen printing delivers punchy, durable colors and crisp edges for bold designs, though complex artwork may require color separations. In a DTG vs sublimation comparison, DTG handles detailed color on cotton better, while sublimation shines for vibrant all-over color on polyester.
What framework should I use to decide between DTG and Screen Printing for a new collection?
Start by assessing fabric type (cotton/cotton blends vs. polyester), color count and design complexity, and expected order size. Consider budget, desired hand feel, and typical durability. Plan for artwork preparation, lead times, and the possibility of splitting production by technique to optimize quality and cost across your POD printing techniques.
| Method | How it works (brief) | Key advantages | Common limitations | Best uses / notes |
|---|---|---|---|---|
| DTG Printing | Inkjet-style printing applies water-based inks directly onto textile fibers; curing/heat setting creates a soft hand and smooth color blends; ideal for designs with many colors and fine detail. | Superior color depth and gradients; soft hand feel; low setup costs for small runs; good on cotton and cotton blends; improving on polyester with pretreatment | Higher ink cost per unit for large runs; color accuracy depends on printer calibration and pretreatment quality; white ink on dark fabrics may require pretreatment and multiple passes; poly performance is improving but challenging | Complex multicolor designs, photographs, and fine detail; rapid turnarounds for small to mid-size orders; wide color range without color separations |
| Screen Printing | Traditional method pushing ink through a mesh screen; each color requires its own screen; inks are thicker; process is iterative and works well for high volume. | Excellent color vibrancy; cost efficient for large runs; durable prints; broad compatibility across fabrics | Higher setup time and costs due to screens; limited colors per design; intricate gradients may require color separations; fine details can blur if resolution is poor | Large-volume runs of bold designs; margins and durability are critical; scalable across many garment types |
| Sublimation | Heat transfers dye from coated transfer material into polyester fibers or coated substrates; ideal for all-over prints on 100 percent polyester or coated fabrics. | Very bright color reproduction; soft hand; high durability on polyester with proper coating; excellent for all-over prints | Works best on polyester; not ideal for cotton; white areas problematic on dark fabrics; limited for multi-material products | All-over prints and performance wear on polyester; bold visuals on sports and lifestyle lines |
Summary
DTG vs Screen Print is a decision that hinges on your product goals, fabric choices, design complexity, order volumes, and cost targets. DTG offers rich multi color detail and a soft hand with low setup for small runs, making it ideal for art-driven designs on cotton blends. Screen Printing delivers exceptional color vibrancy and durability at scale, making it the preferred method for high-volume orders of simple or bold designs on a variety of fabrics. Sublimation provides a distinct path for edge-to-edge color on polyester, enabling bright visuals suited to performance wear and lifestyle lines. In practice, many brands use a mixed approach, selecting DTG, Screen Printing, or Sublimation based on product, customer expectations, and production capacity. The key is to test results on actual garments, gather feedback, and compare fabric and color performance to choose the right technique for each design while keeping your POD line profitable and visually compelling.